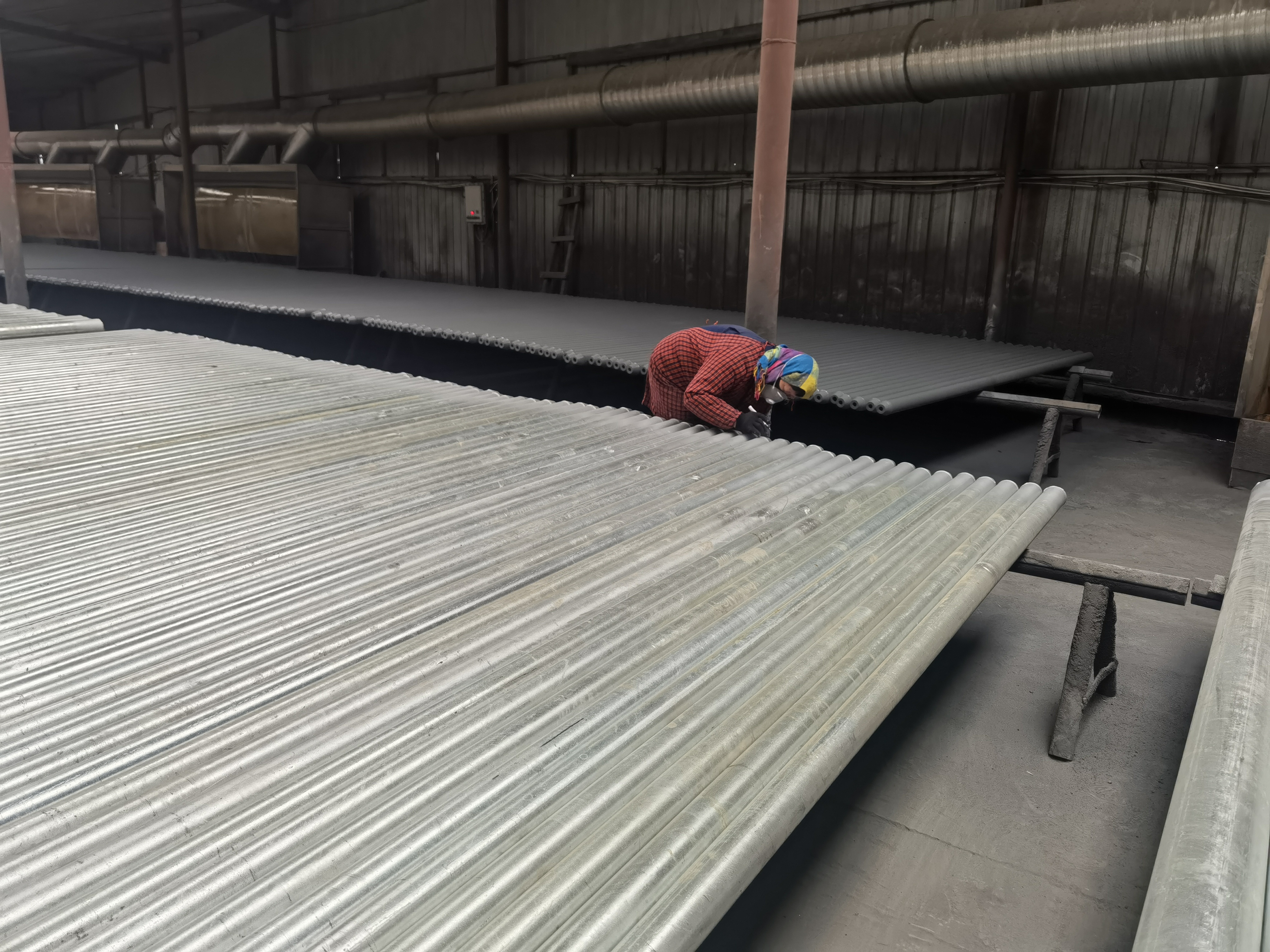



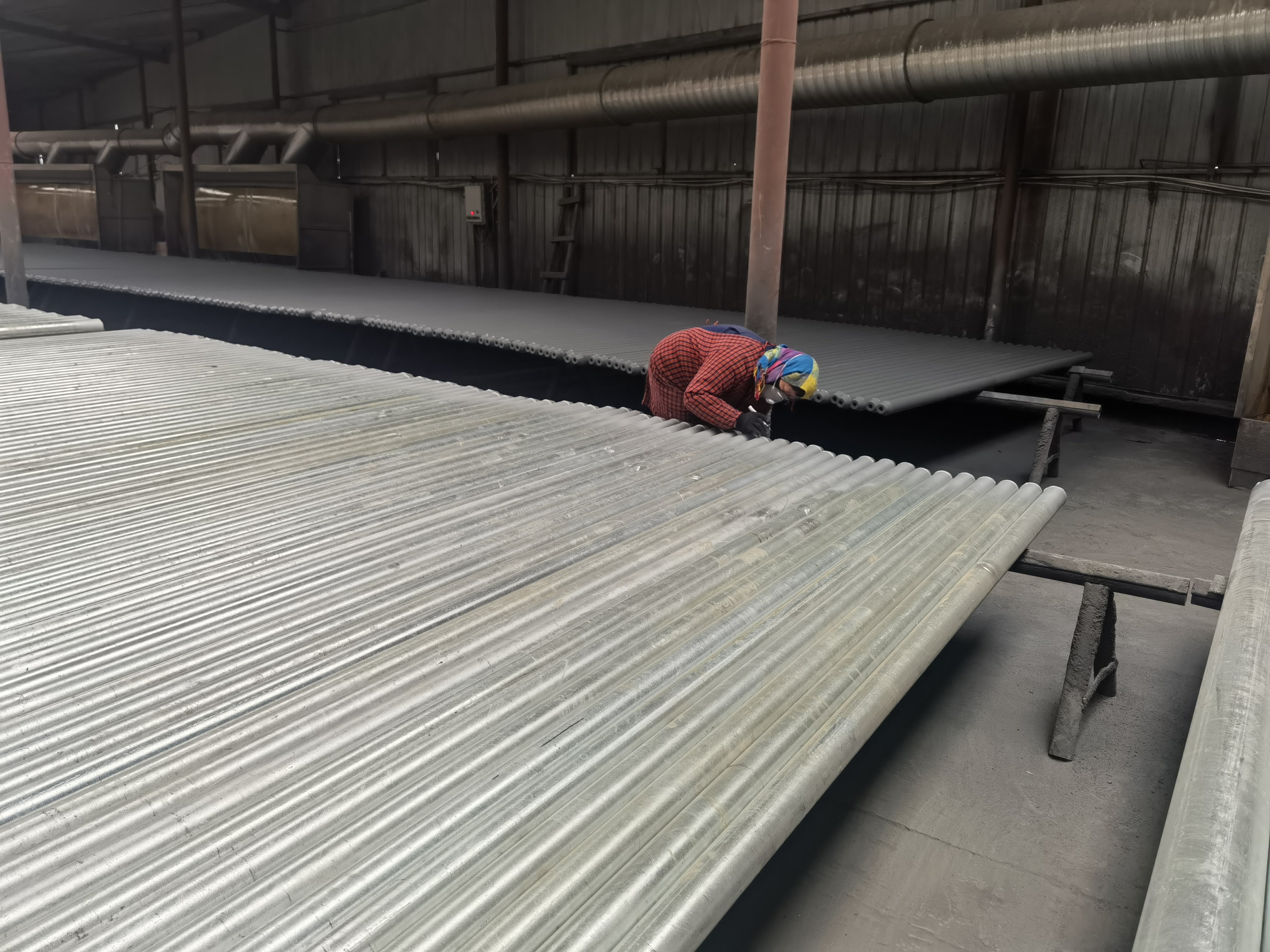




Çelik uzay çerçevesinin kumlama ve pas alma işlemi
Kumlama:
Kumlama, bilyeli kumlama makinesi yüksek hızda döndüğünde çarkın merkezkaç kuvvetinin kullanılmasıdır ve bilyeli kumlama işlemi çok yüksektir.
Çeliğin lineer hızı, işlenecek çeliğin yüzeyine püskürtülür, bu da üfleme ve öğütme etkisi ile sonuçlanır ve çeliğin yüzeyindeki oksit tortusu giderilir.
ve pas ve belirli bir pürüzlülük üretir.Kumlama oldukça verimlidir ve kapalı bir ortamda gerçekleştirilebilir.
Kumlama ve pas giderme derecesi;
(1) Hafif kumlama ve pas giderme.Çelik yüzey, görünür yağ veya kirden ve güçlü oksit ölçeğinden, pas ve boya kaplamalarından ve diğer eklentilerden arındırılmış olmalıdır;
(2) Kapsamlı kumlama ve pas giderme.Çelik yüzey, görünür yağ veya kirden ve güçlü oksit ölçeğinden, pas ve boya kaplamalarından ve diğer eklentilerden arındırılmış olmalıdır;
(3) Çok kapsamlı kumlama ve pas giderme.Çelik yüzey görünür yağ veya kirden, kireçten, pas ve boya kaplamaları gibi demir eklerden arındırılmış olmalıdır, kalan izler sadece nokta veya şeritler şeklinde hafif lekeler olmalıdır;
(4) Çelik yüzeyi temiz hale getirmek için kumlama ve pas giderme.Çelik yüzey, tek tip metalik parlaklık gösteren görünür yağ veya kir, oksidasyon kabuğu, pas ve boya kaplamaları ve diğer eklentilerden arındırılmış olmalıdır;